

常用的切削加工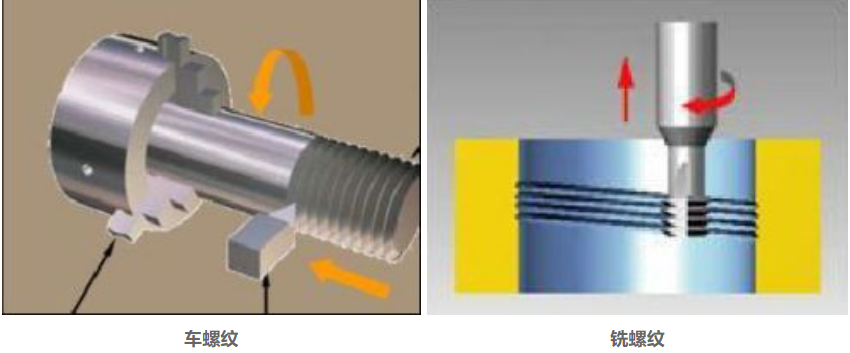 標(biāo)準(zhǔn)工藝流程進行車削時,首先需要面車螺紋大徑(d<公稱直徑),然后進行退刀槽(<螺紋小徑)和倒角處理,最后進行多刀車削的螺紋加工。
標(biāo)準(zhǔn)工藝流程進行車削時,首先需要面車螺紋大徑(d<公稱直徑),然后進行退刀槽(<螺紋小徑)和倒角處理,最后進行多刀車削的螺紋加工。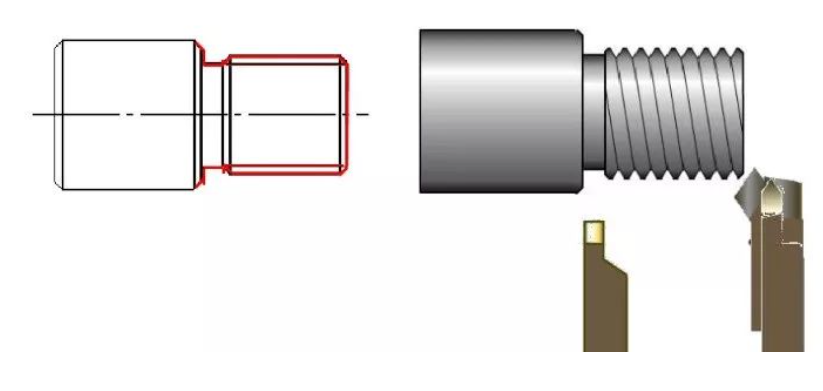 安裝流程安裝工件
選取適當(dāng)?shù)膴A緊位置,并確保具備足夠的夾緊力。
安裝流程安裝工件
選取適當(dāng)?shù)膴A緊位置,并確保具備足夠的夾緊力。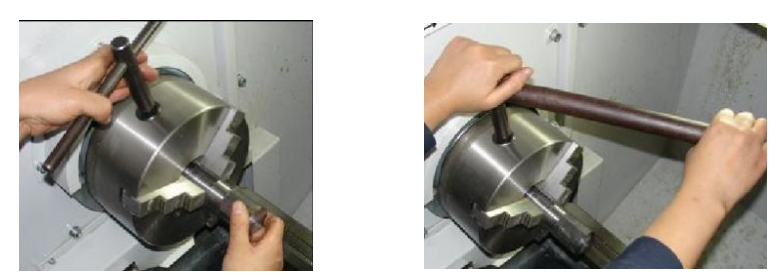 安裝刀具
安裝要點:刀尖分角線應(yīng)垂直于工件軸線。
安裝刀具
安裝要點:刀尖分角線應(yīng)垂直于工件軸線。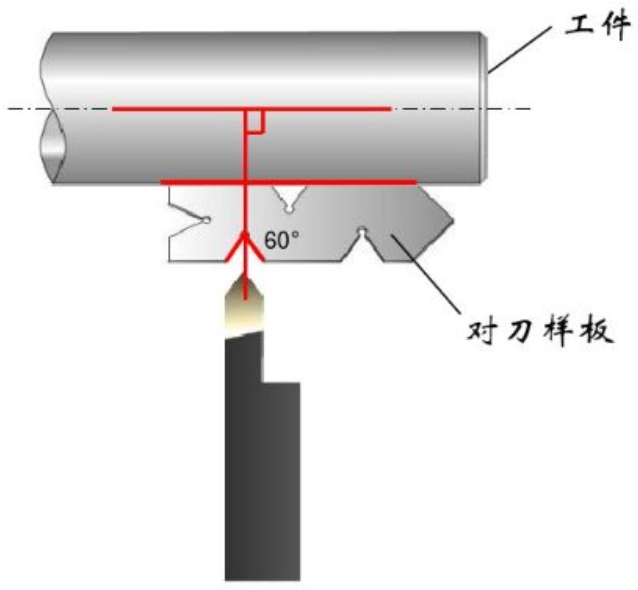 機床調(diào)整
對于螺紋車削,需要調(diào)整主軸轉(zhuǎn)速和螺距。
機床調(diào)整
對于螺紋車削,需要調(diào)整主軸轉(zhuǎn)速和螺距。 螺紋車削操作方法與步驟正反車車削法
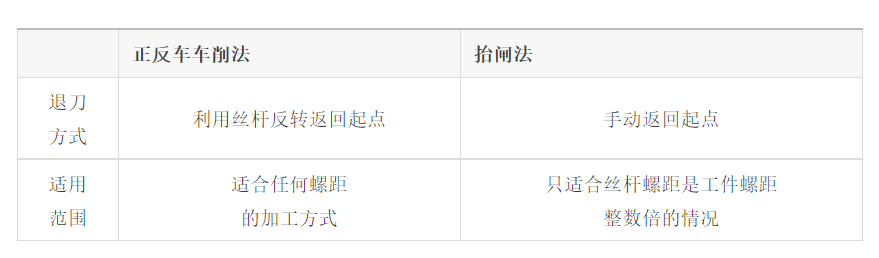
螺紋車削操作方法與步驟正反車車削法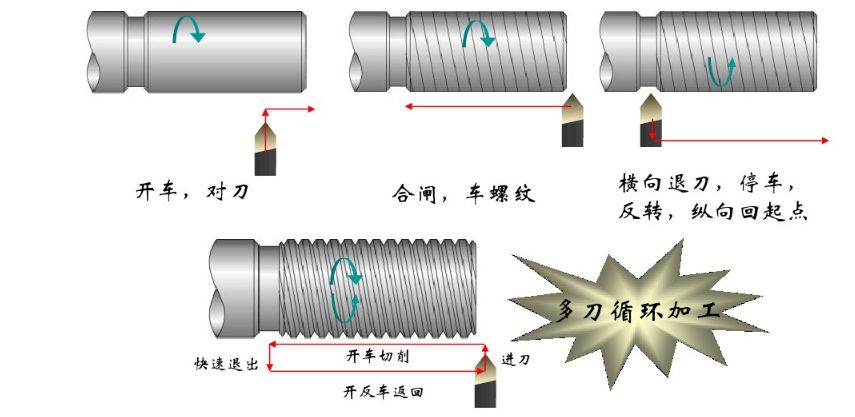 抬閘法
利用開合螺母的壓下和抬起進行車削螺紋。
抬閘法
利用開合螺母的壓下和抬起進行車削螺紋。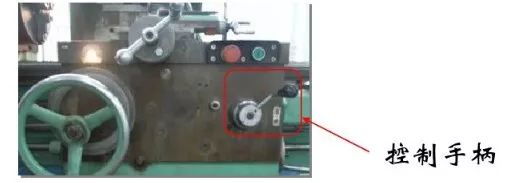
 螺紋車削進刀方式
螺紋車削進刀方式 注意事項
1、避免“亂扣”
【如果后一刀未能準(zhǔn)確地落在前一刀已經(jīng)切出的反車方法螺紋槽中,將導(dǎo)致工件報廢。】
如果絲杠螺距與工件螺距不相符,需要采用正反車的方法進行倒順車進行車削。在換刀或磨刀后,必須重新對刀,而工件與主軸之間的相對位置則不能改變。
2、防止“扎刀”
【加工余量分配不合理,或一次車削的余合理分多,而使螺紋兩側(cè)面粗糙嚴(yán)重甚至崩刃。】
工件、刀具裝夾
合理分配余量,選擇合適的進刀方法
及時退刀。
注意事項
1、避免“亂扣”
【如果后一刀未能準(zhǔn)確地落在前一刀已經(jīng)切出的反車方法螺紋槽中,將導(dǎo)致工件報廢。】
如果絲杠螺距與工件螺距不相符,需要采用正反車的方法進行倒順車進行車削。在換刀或磨刀后,必須重新對刀,而工件與主軸之間的相對位置則不能改變。
2、防止“扎刀”
【加工余量分配不合理,或一次車削的余合理分多,而使螺紋兩側(cè)面粗糙嚴(yán)重甚至崩刃。】
工件、刀具裝夾
合理分配余量,選擇合適的進刀方法
及時退刀。
股票代碼:300083 SZ

服務(wù)熱線:139-2522-4117